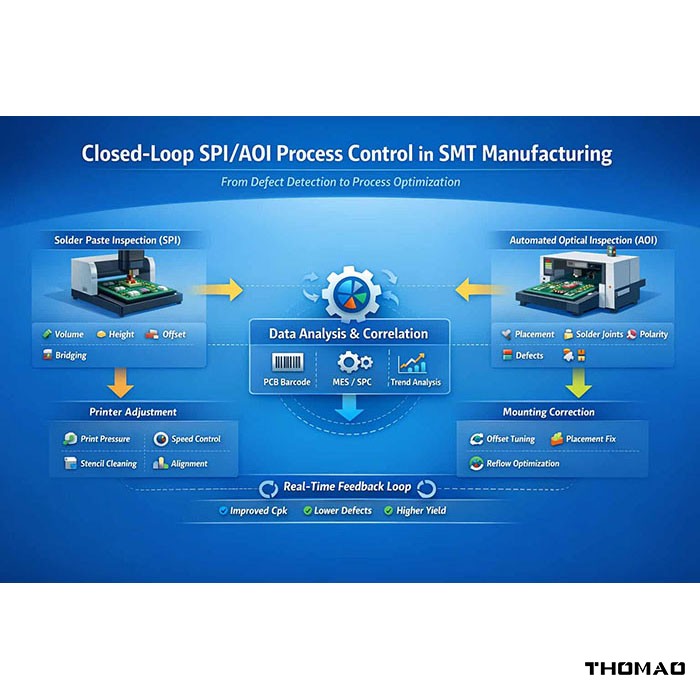
In modern SMT manufacturing, inspection alone is no longer enough. While SPI (Solder Paste Inspection) and AOI (Automated Optical Inspection) systems are widely deployed, many factories still operate them as independent checkpoints rather than integrated control tools.
A closed-loop SPI/AOI system transforms inspection data into automatic process correction — shifting from defect detection to defect prevention.
This article explains how closed-loop control works, why it matters, and how it significantly improves Cpk and first-pass yield.